|
| サイトマップ | |
||
|
| サイトマップ | |
||
このチュートリアルでは、Design-Expert® に用意されている分割法ツールをプロセス最適化の応答曲面法(RSM)の実験に適用する方法を説明します。
水準の変更が困難な因子が、複数存在するような実験は多くあります。例えば、工業用オーブンの場合、華氏300度から400度(摂氏およそ150度から200度)に加熱するには数時間ほどかかります。その場合、オーブンの加熱及び冷却をずっと待っているよりも、温度によってグループ分けした試行実験を行うほうが簡単です。“分割法”と呼ばれる計画が、まさにこの手法です。分割法から適切な p 値を得るには、制限付き最尤法(REML)などの特別な統計ツールを実行する必要があります(REML については後で詳しく説明します)。
このチュートリアルの場合、囲み内の情報は役に立ちますがプログラムの操作における必須事項ではありません。急いでいる場合は囲み内を飛ばして先へ進んでください。
ここでは、Design-Expert による RSM の分割法の計画と分析の方法を説明するために、飛行機の翼-特にフラップにおける風洞実験の例を検討します(Kowalski, Parker, and Vining, “Tutorial: Industrial Split-plot Experiments”,Quality Engineering, V1, #19, 2007)。
飛行機の翼付近の窓際の席に座ったことがあれば、以下の概略図に見覚えがあるでしょう。
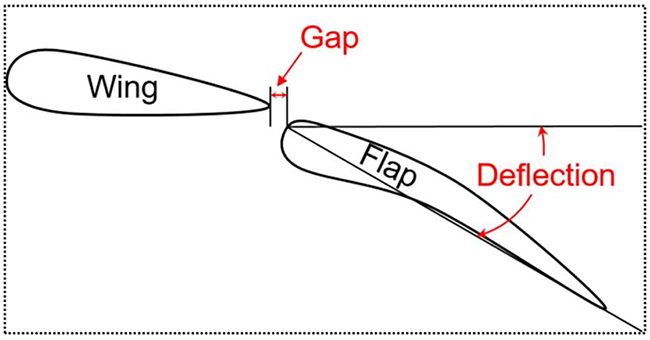 |
表示された2つのパラメータ Gap(隙間)と Deflection angle(偏角)は、変更困難な因子(HTC)です。いずれかの変数を変更するには、環境制御された試験機を開ける必要があります。これを行うにはプロセスを中断する必要があり、時間的にも費用的にも非常にコストがかかります。分割法を使用すると、これら HTC の変更必要回数を最小限に抑えることができます(例えば、無作為化の制限など)。検定する他の2つのパラメータは迎え角(angle-of-attack)および、レイノルズ数 (Reynold's number) です。これらは試験機の外から遠隔操作で変更することができるため、変更しやすい因子(ETC)になります。